Automotive capacity pressure
Automotive parts suppliers need stable, reliable, efficient CNC equipment and mature process routes to meet repeated market demand.
Case studies
Each case connects a machining problem with available proof, workpiece data, material, original process route, recommended model, new route, and the buyer-specific data that must be confirmed from drawings.
Production pain points
These points are extracted from automotive, mold, valve, heavy-equipment, aviation, and electronics machining requirements.
Automotive parts suppliers need stable, reliable, efficient CNC equipment and mature process routes to meet repeated market demand.
Engine blocks, hubs, brake drums, valve bodies, mold sliders, and aviation parts often need turning, milling, drilling, tapping, and inspection in a controlled route.
Heavy bases, frames, valves, rings, and flanges require higher spindle torque, stronger machine rigidity, and stable cutting performance.
Civil aviation and precision machinery parts need stable systems, flexible configurations, multi-axis capability, and clear inspection evidence.
Compact factories need machines that reduce transfers, improve utilization, shorten machining time, and save workshop area.
Evidence format
A case becomes proof only when the buyer can see the part, the old route, the new route, and the measurable result.
Machining video proof
Use these clips to check clamping, machine movement, cutting route, operator access, and whether your current multi-machine process can be reduced to fewer setups.
Review clamping, cutting, and finishing flow so your team can compare it with the current process route.
See the machine running in the workshop and check motion, access, guarding, and configuration discussion points.
Check machine envelope, door opening, spindle area, worktable scale, and operator access before RFQ.

An automotive supplier under delivery pressure needed more repeatable output for hub-style parts. The value of the VTM route was not simply speed; it removed the repeated locating risk that made batches hard to keep consistent.

A valve factory needed higher output without turning the line into a lifting and transfer problem. The WISEECNC route keeps the heavy workpiece on one vertical platform for more of the process.

A heavy-equipment supplier was not only buying machine travel. It needed torque, rigidity, and a shorter route so large parts did not keep blocking cranes and floor area.
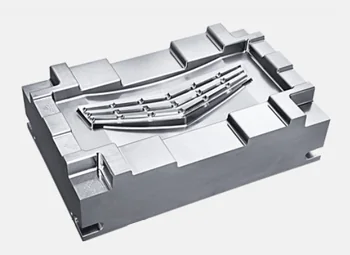
A mold shop needed the equipment choice to follow the geometry, not a generic model list. The proposed route focuses on rigidity, vibration resistance, and access to difficult features.

An aviation supplier needed confidence that the equipment could handle material variety and inspection discipline. The proposed case shows how machine selection, tooling, and checking are planned together.
An electronics parts shop needed speed and stability more than a large machine envelope. The solution direction is compact, fast, and easy to repeat across small batches.
Quick RFQ
Only name, company, country, and either email or WhatsApp / phone are required to start. Add drawing, material, process route, tolerance, and quantity now if available, or send them later by email or WhatsApp.
Required to start: name, company, country, plus email or WhatsApp / phone.